

TONWEI REFINERY | Molecular Science
Export Oriented Oil & Gas Refinery
OUR CONCEPTUAL STUDIES & BUSINESS PLANNING -
BACKGROUND NOTES

TONWEI GROUP

Prefaced by: Dr. Tom Thaddaeus Thompson, USA
ABOUT OIL REFINING (page 3 of 12)
14Next Topic
A. CRUDE OIL PRETREATMENT (DESALTING)
1. Description.
a. Crude oil often contains water, inorganic salts, suspended solids, and water-soluble trace metals. As a first step in the refining process, to reduce corrosion, plugging, and fouling of equipment and to prevent poisoning the catalysts in processing units, these contaminants must be removed by desalting (dehydration).
b. The two most typical methods of crude-oil desalting, chemical and electrostatic separation, use hot water as the extraction agent. In chemical desalting, water and chemical surfactant (demulsifiers) are added to the crude, heated so that salts and other impurities dissolve into the water or attach to the water, and then held in a tank where they settle out. Electrical desalting is the application of high-voltage electrostatic charges to concentrate suspended water globules in the bottom of the settling tank. Surfactants are added only when the crude has a large amount of suspended solids. Both methods of desalting are continuous. A third and less-common process involves filtering heated crude using diatomaceous earth.
c. The feedstock crude oil is heated to between 150° and 350°F to reduce viscosity and surface tension for easier mixing and separation of the water. The temperature is limited by the vapor pressure of the crude-oil feedstock. In both methods other chemicals may be added. Ammonia is often used to reduce corrosion. Caustic or acid may be added to adjust the pH of the water wash. Wastewater and contaminants are discharged from the bottom of the settling tank to the wastewater treatment facility. The desalted crude is continuously drawn from the top of the settling tanks and sent to the crude distillation (fractionating) tower.

2. Health and Safety Considerations.
a. Fire Prevention and Protection. The potential exists for a fire due to a leak or release of crude from heaters in the crude desalting unit. Low boiling point components of crude may also be released if a leak occurs.
b. Safety. Inadequate desalting can cause fouling of heater tubes and heat exchangers throughout the refinery. Fouling restricts product flow and heat transfer and leads to failures due to increased pressures and temperatures. Corrosion, which occurs due to the presence of hydrogen sulfide, hydrogen chloride, naphthenic (organic) acids, and other contaminants in the crude oil, also causes equipment failure. Neutralized salts (ammonium chlorides and sulfides), when moistened by condensed water, can cause corrosion. Overpressuring the unit is another potential hazard that causes failures.
c. Health. Because this is a closed process, there is little potential for exposure to crude oil unless a leak or release occurs. Where elevated operating temperatures are used when desalting sour crudes, hydrogen sulfide will be present. There is the possibility of exposure to ammonia, dry chemical demulsifiers, caustics, and/or acids during this operation. Safe work practices and/or the use of appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as heat, and during process sampling, inspection, maintenance, and turnaround activities.
Depending on the crude feedstock and the treatment chemicals used, the wastewater will contain varying amounts of chlorides, sulfides, bicarbonates, ammonia, hydrocarbons, phenol, and suspended solids. If diatomaceous earth is used in filtration, exposures should be minimized or controlled. Diatomaceous earth can contain silica in very fine particle size, making this a potential respiratory hazard.
B. CRUDE OIL DISTILLATION (FRACTIONATION)
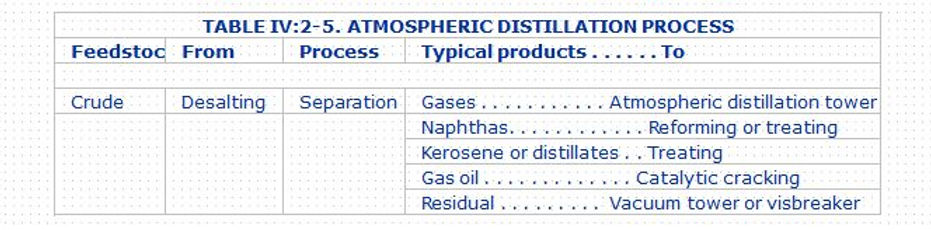
1. Description. The first step in the refining process is the separation of crude oil into various fractions or straight-run cuts by distillation in atmospheric and vacuum towers. The main fractions or "cuts" obtained have specific boiling-point ranges and can be classified in order of decreasing volatility into gases, light distillates, middle distillates, gas oils, and residuum. 2. Atmospheric Distillation Tower.
a. At the refinery, the desalted crude feedstock is preheated using recovered process heat. The feedstock then flows to a direct-fired crude charge heater where it is fed into the vertical distillation column just above the bottom, at pressures slightly above atmospheric and at temperatures ranging from 650° to 700° F (heating crude oil above these temperatures may cause undesirable thermal cracking). All but the heaviest fractions flash into vapor. As the hot vapor rises in the tower, its temperature is reduced. Heavy fuel oil or asphalt residue is taken from the bottom. At successively higher points on the tower, the various major products including lubricating oil, heating oil, kerosene, gasoline, and uncondensed gases (which condense at lower temperatures) are drawn off.
b. The fractionating tower, a steel cylinder about 120 feet high, contains horizontal steel trays for separating and collecting the liquids. At each tray, vapors from below enter perforations and bubble caps. They permit the vapors to bubble through the liquid on the tray, causing some condensation at the temperature of that tray. An overflow pipe drains the condensed liquids from each tray back to the tray below, where the higher temperature causes re-evaporation. The evaporation, condensing, and scrubbing operation is repeated many times until the desired degree of product purity is reached. Then side streams from certain trays are taken off to obtain the desired fractions. Products ranging from uncondensed fixed gases at the top to heavy fuel oils at the bottom can be taken continuously from a fractionating tower. Steam is often used in towers to lower the vapor pressure and create a partial vacuum. The distillation process separates the major constituents of crude oil into so-called straight-run products. Sometimes crude oil is "topped" by distilling off only the lighter fractions, leaving a heavy residue that is often distilled further under high vacuum.

3. Vacuum Distillation Tower. In order to further distill the residuum or topped crude from the atmospheric tower at higher temperatures, reduced pressure is required to prevent thermal cracking. The process takes place in one or more vacuum distillation towers. The principles of vacuum distillation resemble those of fractional distillation and, except that larger-diameter columns are used to maintain comparable vapor velocities at the reduced pressures, the equipment is also similar. The internal designs of some vacuum towers are different from atmospheric towers in that random packing and demister pads are used instead of trays. A typical first-phase vacuum tower may produce gas oils, lubricating-oil base stocks, and heavy residual for propane deasphalting. A second-phase tower operating at lower vacuum may distill surplus residuum from the atmospheric tower, which is not used for lube-stock processing, and surplus residuum from the first vacuum tower not used for deasphalting. Vacuum towers are typically used to separate catalytic cracking feedstock from surplus residuum.
4. Other Distillation Towers (Columns). Within refineries there are numerous other, smaller distillation towers called columns, designed to separate specific and unique products. Columns all work on the same principles as the towers described above. For example, a depropanizer is a small column designed to separate propane and lighter gases from butane and heavier components. Another larger column is used to separate ethyl benzene and xylene. Small "bubble" towers called strippers use steam to remove trace amounts of light products from heavier product streams.
5. Health and Safety Considerations.
a. Fire Prevention and Protection. Even though these are closed processes, heaters and exchangers in the atmospheric and vacuum distillation units could provide a source of ignition, and the potential for a fire exists should a leak or release occur.
b. Safety. An excursion in pressure, temperature, or liquid levels may occur if automatic control devices fail. Control of temperature, pressure, and reflux within operating parameters is needed to prevent thermal cracking within the distillation towers. Relief systems should be provided for overpressure and operations monitored to prevent crude from entering the reformer charge. The sections of the process susceptible to corrosion include (but may not be limited to) preheat exchanger (HCl and H2S), preheat furnace and bottoms exchanger (H2S and sulfur compounds), atmospheric tower and vacuum furnace (H2S, sulfur compounds, and organic acids), vacuum tower (H2S and organic acids), and overhead (H2S, HCl, and water). Where sour crudes are processed, severe corrosion can occur in furnace tubing and in both atmospheric and vacuum towers where metal temperatures exceed 450° F. Wet H2S also will cause cracks in steel. When processing high-nitrogen crudes, nitrogen oxides can form in the flue gases of furnaces. Nitrogen oxides are corrosive to steel when cooled to low temperatures in the presence of water. Chemicals are used to control corrosion by hydrochloric acid produced in distillation units. Ammonia may be injected into the overhead stream prior to initial condensation and/or an alkaline solution may be carefully injected into the hot crude-oil feed. If sufficient wash-water is not injected, deposits of ammonium chloride can form and cause serious corrosion. Crude feedstock may contain appreciable amounts of water in suspension which can separate during startup and, along with water remaining in the tower from steam purging, settle in the bottom of the tower. This water can be heated to the boiling point and create an instantaneous vaporization explosion upon contact with the oil in the unit.
c. Health. Atmospheric and vacuum distillation are closed processes and exposures are expected to be minimal. When sour (high-sulfur) crudes are processed, there is potential for exposure to hydrogen sulfide in the preheat exchanger and furnace, tower flash zone and overhead system, vacuum furnace and tower, and bottoms exchanger. Hydrogen chloride may be present in the preheat exchanger, tower top zones, and overheads. Wastewater may contain water-soluble sulfides in high concentrations and other water-soluble compounds such as ammonia, chlorides, phenol, mercaptans, etc., depending upon the crude feedstock and the treatment chemicals. Safe work practices and/or the use of appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as heat and noise, and during sampling, inspection, maintenance, and turnaround activities.


C. SOLVENT EXTRACTION AND DEWAXING
1. Description. Solvent treating is a widely used method of refining lubricating oils as well as a host of other refinery stocks. Since distillation (fractionation) separates petroleum products into groups only by their boiling-point ranges, impurities may remain. These include organic compounds containing sulfur, nitrogen, and oxygen; inorganic salts and dissolved metals; and soluble salts that were present in the crude feedstock. In addition, kerosene and distillates may have trace amounts of aromatics and naphthenes, and lubricating oil base-stocks may contain wax. Solvent refining processes including solvent extraction and solvent dewaxing usually remove these undesirables at intermediate refining stages or just before sending the product to storage.
2. Solvent Extraction
a. The purpose of solvent extraction is to prevent corrosion, protect catalyst in subsequent processes, and improve finished products by removing unsaturated, aromatic hydrocarbons from lubricant and grease stocks. The solvent extraction process separates aromatics, naphthenes, and impurities from the product stream by dissolving or precipitation. The feedstock is first dried and then treated using a continuous countercurrent solvent treatment operation. In one type of process, the feedstock is washed with a liquid in which the substances to be removed are more soluble than in the desired resultant product. In another process, selected solvents are added to cause impurities to precipitate out of the product. In the adsorption process, highly porous solid materials collect liquid molecules on their surfaces.
b. The solvent is separated from the product stream by heating, evaporation, or fractionation, and residual trace amounts are subsequently removed from the raffinate by steam stripping or vacuum flashing. Electric precipitation may be used for separation of inorganic compounds. The solvent is then regenerated to be used again in the process.
c. The most widely used extraction solvents are phenol, furfural, and cresylic acid. Other solvents less frequently used are liquid sulfur dioxide, nitrobenzene, and 2,2'-dichloroethyl ether. The selection of specific processes and chemical agents depends on the nature of the feedstock being treated, the contaminants present, and the finished product requirements.

3. Solvent Dewaxing. Solvent dewaxing is used to remove wax from either distillate or residual base stocks at any stage in the refining process. There are several processes in use for solvent dewaxing, but all have the same general steps, which are: (1) mixing the feedstock with a solvent, (2) precipitating the wax from the mixture by chilling, and (3) recovering the solvent from the wax and dewaxed oil for recycling by distillation and steam stripping. Usually two solvents are used: toluene, which dissolves the oil and maintains fluidity at low temperatures, and methyl ethyl ketone (MEK), which dissolves little wax at low temperatures and acts as a wax precipitating agent. Other solvents that are sometimes used include benzene, methyl isobutyl ketone, propane, petroleum naphtha, ethylene dichloride, methylene chloride, and sulfur dioxide. In addition, there is a catalytic process used as an alternate to solvent dewaxing.


4. Health and Safety Considerations.
a. Fire Prevention and Protection. Solvent treatment is essentially a closed process and, although operating pressures are relatively low, the potential exists for fire from a leak or spill contacting a source of ignition such as the drier or extraction heater. In solvent dewaxing, disruption of the vacuum will create a potential fire hazard by allowing air to enter the unit.
b. Health. Because solvent extraction is a closed process, exposures are expected to be minimal under normal operating conditions. However, there is a potential for exposure to extraction solvents such as phenol, furfural, glycols, methyl ethyl ketone, amines, and other process chemicals. Safe work practices and/or the use of appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat, and during repair, inspection, maintenance, and turnaround activities. D.
THERMAL CRACKING.
1. Description.
a. Because the simple distillation of crude oil produces amounts and types of products that are not consistent with those required by the marketplace, subsequent refinery processes change the product mix by altering the molecular structure of the hydrocarbons. One of the ways of accomplishing this change is through "cracking," a process that breaks or cracks the heavier, higher boiling-point petroleum fractions into more valuable products such as gasoline, fuel oil, and gas oils. The two basic types of cracking are thermal cracking, using heat and pressure, and catalytic cracking.
b. The first thermal cracking process was developed around 1913. Distillate fuels and heavy oils were heated under pressure in large drums until they cracked into smaller molecules with better antiknock characteristics. However, this method produced large amounts of solid, unwanted coke. This early process has evolved into the following applications of thermal cracking: visbreaking, steam cracking, and coking.
2. Visbreaking Process. Visbreaking, a mild form of thermal cracking, significantly lowers the viscosity of heavy crude-oil residue without affecting the boiling point range. Residual from the atmospheric distillation tower is heated (800°-950° F) at atmospheric pressure and mildly cracked in a heater. It is then quenched with cool gas oil to control overcracking, and flashed in a distillation tower. Visbreaking is used to reduce the pour point of waxy residues and reduce the viscosity of residues used for blending with lighter fuel oils. Middle distillates may also be produced, depending on product demand. The thermally cracked residue tar, which accumulates in the bottom of the fractionation tower, is vacuum flashed in a stripper and the distillate recycled.

3. Steam Cracking Process.
Steam cracking is a petrochemical process sometimes used in refineries to produce olefinic raw materials (e.g., ethylene) from various feedstock for petrochemicals manufacture. The feedstock range from ethane to vacuum gas oil, with heavier feeds giving higher yields of by-products such as naphtha. The most common feeds are ethane, butane, and naphtha. Steam cracking is carried out at temperatures of 1,500°-1,600° F, and at pressures slightly above atmospheric. Naphtha produced from steam cracking contains benzene, which is extracted prior to hydrotreating. Residual from steam cracking is sometimes blended into heavy fuels. 4. Coking Processes. Coking is a severe method of thermal cracking used to upgrade heavy residuals into lighter products or distillates. Coking produces straight-run gasoline (coker naphtha) and various middle-distillate fractions used as catalytic cracking feedstock. The process so completely reduces hydrogen that the residue is a form of carbon called "coke." The two most common processes are delayed coking and continuous (contact or fluid) coking. Three typical types of coke are obtained (sponge coke, honeycomb coke, and needle coke) depending upon the reaction mechanism, time, temperature, and the crude feedstock.
a. Delayed Coking. In delayed coking the heated charge (typically residuum from atmospheric distillation towers) is transferred to large coke drums which provide the long residence time needed to allow the cracking reactions to proceed to completion. Initially the heavy feedstock is fed to a furnace which heats the residuum to high temperatures (900°-950° F) at low pressures (25-30 psi) and is designed and controlled to prevent premature coking in the heater tubes. The mixture is passed from the heater to one or more coker drums where the hot material is held approximately 24 hours (delayed) at pressures of 25-75 psi, until it cracks into lighter products. Vapors from the drums are returned to a fractionator where gas, naphtha, and gas oils are separated out. The heavier hydrocarbons produced in the fractionator are recycled through the furnace. After the coke reaches a predetermined level in one drum, the flow is diverted to another drum to maintain continuous operation. The full drum is steamed to strip out uncracked hydrocarbons, cooled by water injection, and decoked by mechanical or hydraulic methods. The coke is mechanically removed by an auger rising from the bottom of the drum. Hydraulic decoking consists of fracturing the coke bed with high-pressure water ejected from a rotating cutter.
b. Continuous Coking. Continuous (contact or fluid) coking is a moving-bed process that operates at temperatures higher than delayed coking. In continuous coking, thermal cracking occurs by using heat transferred from hot, recycled coke particles to feedstock in a radial mixer, called a reactor, at a pressure of 50 psi. Gases and vapors are taken from the reactor, quenched to stop any further reaction, and fractionated. The reacted coke enters a surge drum and is lifted to a feeder and classifier where the larger coke particles are removed as product. The remaining coke is dropped into the preheater for recycling with feedstock. Coking occurs both in the reactor and in the surge drum. The process is automatic in that there is a continuous flow of coke and feedstock.


5. Health and Safety Considerations.
a. Fire Protection and Prevention. Because thermal cracking is a closed process, the primary potential for fire is from leaks or releases of liquids, gases, or vapors reaching an ignition source such as a heater. The potential for fire is present in coking operations due to vapor or product leaks. Should coking temperatures get out of control, an exothermic reaction could occur within the coker.
b. Safety. In thermal cracking when sour crudes are processed, corrosion can occur where metal temperatures are between 450° and 900° F. Above 900° F coke forms a protective layer on the metal. The furnace, soaking drums, lower part of the tower, and high-temperature exchangers are usually subject to corrosion. Hydrogen sulfide corrosion in coking can also occur when temperatures are not properly controlled above 900° F. Continuous thermal changes can lead to bulging and cracking of coke drum shells. In coking, temperature control must often be held within a 10°-20° F range, as high temperatures will produce coke that is too hard to cut out of the drum. Conversely, temperatures that are too low will result in a high asphaltic-content slurry. Water or steam injection may be used to prevent buildup of coke in delayed coker furnace tubes. Water must be completely drained from the coker, so as not to cause an explosion upon recharging with hot coke. Provisions for alternate means of egress from the working platform on top of coke drums are important in the event of an emergency.
c. Health. The potential exists for exposure to hazardous gases such as hydrogen sulfide and carbon monoxide, and trace polynuclear aromatics (PNA's) associated with coking operations. When coke is moved as a slurry, oxygen depletion may occur within confined spaces such as storage silos, since wet carbon will adsorb oxygen. Wastewater may be highly alkaline and contain oil, sulfides, ammonia, and/or phenol. The potential exists in the coking process for exposure to burns when handling hot coke or in the event of a steam-line leak, or from steam, hot water, hot coke, or hot slurry that may be expelled when opening cokers. Safe work practices and/or the use of appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as heat and noise, and during process sampling, inspection, maintenance, and turnaround activities. (Note: coke produced from petroleum is a different product from that generated in the steel-industry coking process.)
E. CATALYTIC CRACKING.
1. Description.
a. Catalytic cracking breaks complex hydrocarbons into simpler molecules in order to increase the quality and quantity of lighter, more desirable products and decrease the number of residuals. This process rearranges the molecular structure of hydrocarbon compounds to convert heavy hydrocarbon feedstock into lighter fractions such as kerosene, gasoline, LPG, heating oil, and petrochemical feedstock.
b. Catalytic cracking is similar to thermal cracking except that catalysts facilitate the conversion of the heavier molecules into lighter products. Use of a catalyst (a material that assists a chemical reaction but does not take part in it) in the cracking reaction increases the yield of improved-quality products under much less severe operating conditions than in thermal cracking. Typical temperatures are from 850°-950° F at much lower pressures of 10-20 psi. The catalysts used in refinery cracking units are typically solid materials (zeolite, aluminum hydrosilicate, treated bentonite clay, fuller's earth, bauxite, and silica-alumina) that come in the form of powders, beads, pellets or shaped materials called extrudites.
c. There are three basic functions in the catalytic cracking process: Reaction: Feedstock reacts with catalyst and cracks into different hydrocarbons; Regeneration: Catalyst is reactivated by burning off coke; and Fractionation: Cracked hydrocarbon stream is separated into various products. d. The three types of catalytic cracking processes are fluid catalytic cracking (FCC), moving-bed catalytic cracking, and Thermofor catalytic cracking (TCC). The catalytic cracking process is very flexible, and operating parameters can be adjusted to meet changing product demand. In addition to cracking, catalytic activities include dehydrogenation, hydrogenation, and isomerization.

F. FLUID CATALYTIC CRACKING.
1. Description.
a. The most common process is FCC, in which the oil is cracked in the presence of a finely divided catalyst which is maintained in an aerated or fluidized state by the oil vapors. The fluid cracker consists of a catalyst section and a fractionating section that operate together as an integrated processing unit. The catalyst section contains the reactor and regenerator, which, with the standpipe and riser, forms the catalyst circulation unit. The fluid catalyst is continuously circulated between the reactor and the regenerator using air, oil vapors, and steam as the conveying media.
b. A typical FCC process involves mixing a preheated hydrocarbon charge with hot, regenerated catalyst as it enters the riser leading to the reactor. The charge is combined with a recycle stream within the riser, vaporized, and raised to reactor temperature (900°-1,000° F) by the hot catalyst. As the mixture travels up the riser, the charge is cracked at 10-30 psi. In the more modern FCC units, all cracking takes place in the riser. The "reactor" no longer functions as a reactor; it merely serves as a holding vessel for the cyclones. This cracking continues until the oil vapors are separated from the catalyst in the reactor cyclones. The resultant product stream (cracked product) is then charged to a fractionating column where it is separated into fractions, and some of the heavy oil is recycled to the riser.
c. Spent catalyst is regenerated to get rid of coke that collects on the catalyst during the process. Spent catalyst flows through the catalyst stripper to the regenerator, where most of the coke deposits burn off at the bottom where preheated air and spent catalyst are mixed. Fresh catalyst is added and worn-out catalyst removed to optimize the cracking process.

2. Moving Bed Catalytic Cracking. The moving-bed catalytic cracking process is similar to the FCC process. The catalyst is in the form of pellets that are moved continuously to the top of the unit by conveyor or pneumatic lift tubes to a storage hopper, then flow downward by gravity through the reactor, and finally to a regenerator. The regenerator and hopper are isolated from the reactor by steam seals. The cracked product is separated into recycle gas, oil, clarified oil, distillate, naphtha, and wet gas.
3. Thermofor Catalytic Cracking. In a typical thermofor catalytic cracking unit, the preheated feedstock flows by gravity through the catalytic reactor bed. The vapors are separated from the catalyst and sent to a fractionating tower. The spent catalyst is regenerated, cooled, and recycled. The flue gas from regeneration is sent to a carbon-monoxide boiler for heat recovery.
4. Health and Safety Considerations.
a. Fire Prevention and Protection. Liquid hydrocarbons in the catalyst or entering the heated combustion air stream should be controlled to avoid exothermic reactions. Because of the presence of heaters in catalytic cracking units, the possibility exists for fire due to a leak or vapor release. Fire protection including concrete or other insulation on columns and supports, or fixed water spray or fog systems where insulation is not feasible and in areas where firewater hose streams cannot reach, should be considered. In some processes, caution must be taken to prevent explosive concentrations of catalyst dust during recharge or disposal. When unloading any coked catalyst, the possibility exists for iron sulfide fires. Iron sulfide will ignite spontaneously when exposed to air and therefore must be wetted with water to prevent it from igniting vapors. Coked catalyst may be either cooled below 120° F before it is dumped from the reactor or dumped into containers that have been purged and inerted with nitrogen and then cooled before further handling.
b. Safety. Regular sampling and testing of the feedstock, product, and recycle streams should be performed to assure that the cracking process is working as intended and that no contaminants have entered the process stream. Corrosives or deposits in the feedstock can foul gas compressors. Inspections of critical equipment including pumps, compressors, furnaces, and heat exchangers should be conducted as needed. When processing sour crude, corrosion may be expected where temperatures are below 900° F. Corrosion takes place where both liquid and vapor phases exist, and at areas subject to local cooling such as nozzles and platform supports. When processing high-nitrogen feedstock, exposure to ammonia and cyanide may occur, subjecting carbon steel equipment in the FCC overhead system to corrosion, cracking, or hydrogen blistering. These effects may be minimized by water wash or corrosion inhibitors. Water wash may also be used to protect overhead condensers in the main column subjected to fouling from ammonium hydrosulfide. Inspections should include checking for leaks due to erosion or other malfunctions such as catalyst buildup on the expanders, coking in the overhead feeder lines from feedstock residues, and other unusual operating conditions.
c. Health. Because the catalytic cracker is a closed system, there is normally little opportunity for exposure to hazardous substances during normal operations. The possibility exists of exposure to extremely hot (700° F) hydrocarbon liquids or vapors during process sampling or if a leak or release occurs. In addition, exposure to hydrogen sulfide and/or carbon monoxide gas may occur during a release of product or vapor. Catalyst regeneration involves steam stripping and decoking, and produces fluid waste streams that may contain varying amounts of hydrocarbon, phenol, ammonia, hydrogen sulfide, mercaptan, and other materials depending upon the feedstock, crudes, and processes. Inadvertent formation of nickel carbonyl may occur in cracking processes using nickel catalysts, with resultant potential for hazardous exposures. Safe work practices and/or the use of appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat; during process sampling, inspection, maintenance and turnaround activities; and when handling spent catalyst, recharging catalyst, or if leaks or releases occur.
G. HYDROCRACKING.
1. Description.
a. Hydrocracking is a two-stage process combining catalytic cracking and hydrogenation, wherein heavier feedstocks are cracked in the presence of hydrogen to produce more desirable products. The process employs high pressure, high temperature, a catalyst, and hydrogen. Hydrocracking is used for feedstocks that are difficult to process by either catalytic cracking or reforming, since these feedstocks are characterized usually by a high polycyclic aromatic content and/or high concentrations of the two principal catalyst poisons, sulfur and nitrogen compounds.
b. The hydrocracking process largely depends on the nature of the feedstock and the relative rates of the two competing reactions, hydrogenation and cracking. Heavy aromatic feedstock is converted into lighter products under a wide range of very high pressures (1,000-2,000 psi) and fairly high temperatures (750°-1,500° F), in the presence of hydrogen and special catalysts. When the feedstock has a high paraffinic content, the primary function of hydrogen is to prevent the formation of polycyclic aromatic compounds. Another important role of hydrogen in the hydrocracking process is to reduce tar formation and prevent buildup of coke on the catalyst. Hydrogenation also serves to convert sulfur and nitrogen compounds present in the feedstock to hydrogen sulfide and ammonia.
c. Hydrocracking produces relatively large amounts of isobutane for alkylation feedstock. Hydrocracking also performs isomerization for pour-point control and smoke-point control, both of which are important in high-quality jet fuel.
2. Hydrocracking Process.
a. In the first stage, preheated feedstock is mixed with recycled hydrogen and sent to the first-stage reactor, where catalysts convert sulfur and nitrogen compounds to hydrogen sulfide and ammonia. Limited hydrocracking also occurs.
b. After the hydrocarbon leaves the first stage, it is cooled and liquefied and run through a hydrocarbon separator. The hydrogen is recycled to the feedstock. The liquid is charged to a fractionator. Depending on the products desired (gasoline components, jet fuel, and gas oil), the fractionator is run to cut out some portion of the first stage reactor out-turn. Kerosene-range material can be taken as a separate side-draw product or included in the fractionator bottoms with the gas oil.
c. The fractionator bottoms are again mixed with a hydrogen stream and charged to the second stage. Since this material has already been subjected to some hydrogenation, cracking, and reforming in the first stage, the operations of the second stage are more severe (higher temperatures and pressures). Like the outturn of the first stage, the second stage product is separated from the hydrogen and charged to the fractionator.


Helvetica Light is an easy to read font, with tall and narrow letters, that works well on almost every site.
3. Health and Safety Considerations.
a. Fire Prevention and Protection. Because this unit operates at very high pressures and temperatures, control of both hydrocarbon leaks and hydrogen releases is important to prevent fires. In some processes, care is needed to ensure that explosive concentrations of catalytic dust do not form during recharging.
b. Safety. Inspection and testing of safety relief devices are important due to the very high pressures in this unit. Proper process control is needed to protect against plugging reactor beds. Unloading coked catalyst requires special precautions to prevent iron sulfide-induced fires. The coked catalyst should either be cooled to below 120° F before dumping, or be placed in nitrogen-inerted containers until cooled. Because of the operating temperatures and presence of hydrogen, the hydrogen-sulfide content of the feedstock must be strictly controlled to a minimum to reduce the possibility of severe corrosion. Corrosion by wet carbon dioxide in areas of condensation also must be considered. When processing high-nitrogen feedstock, the ammonia and hydrogen sulfide form ammonium hydrosulfide, which causes serious corrosion at temperatures below the water dew point. Ammonium hydrosulfide is also present in sour water stripping.
c. Health. Because this is a closed process, exposures are expected to be minimal under normal operating conditions. There is a potential for exposure to hydrocarbon gas and vapor emissions, hydrogen and hydrogen sulfide gas due to high-pressure leaks. Large quantities of carbon monoxide may be released during catalyst regeneration and changeover. Catalyst steam stripping and regeneration create waste streams containing sour water and ammonia. Safe work practices and/or the use of appropriate personal protective equipment may be needed for exposure to chemicals and other hazards such as noise and heat, during process sampling, inspection, maintenance, and turnaround activities, and when handling spent catalyst.
H. CATALYTIC REFORMING.
1. Description.
a. Catalytic reforming is an important process used to convert low-octane naphthas into high-octane gasoline blending components called reformates. Reforming represents the total effect of numerous reactions such as cracking, polymerization, dehydrogenation, and isomerization taking place simultaneously. Depending on the properties of the naphtha feedstock (as measured by the paraffin, olefin, naphthene, and aromatic content) and catalysts used, reformates can be produced with very high concentrations of toluene, benzene, xylene, and other aromatics useful in gasoline blending and petrochemical processing. Hydrogen, a significant by-product, is separated from the reformate for recycling and use in other processes.
b. A catalytic reformer comprises a reactor section and a product-recovery section. More or less standard is a feed preparation section in which, by combination of hydrotreatment and distillation, the feedstock is prepared to specification. Most processes use platinum as the active catalyst. Sometimes platinum is combined with a second catalyst (bimetallic catalyst) such as rhenium or another noble metal.
c. There are many different commercial catalytic reforming processes including platforming, powerforming, ultraforming, and Thermofor catalytic reforming. In the platforming process, the first step is preparation of the naphtha feed to remove impurities from the naphtha and reduce catalyst degradation. The naphtha feedstock is then mixed with hydrogen, vaporized, and passed through a series of alternating furnace and fixed-bed reactors containing a platinum catalyst. The effluent from the last reactor is cooled and sent to a separator to permit removal of the hydrogen-rich gas stream from the top of the separator for recycling. The liquid product from the bottom of the separator is sent to a fractionator called a stabilizer (butanizer). It makes a bottom product called reformate; butanes and lighter go overhead and are sent to the saturated gas plant.
d. Some catalytic reformers operate at low pressure (50-200 psi), and others operate at high pressures (up to 1,000 psi). Some catalytic reforming systems continuously regenerate the catalyst in other systems. One reactor at a time is taken off-stream for catalyst regeneration, and some facilities regenerate all of the reactors during turnarounds.
2. Health and Safety Considerations.
a. Fire Prevention and Protection. This is a closed system; however, the potential for fire exists should a leak or release of reformate gas or hydrogen occur.
b. Safety. Operating procedures should be developed to ensure control of hot spots during start-up. Safe catalyst handling is very important. Care must be taken not to break or crush the catalyst when loading the beds, as the small fines will plug up the reformer screens. Precautions against dust when regenerating or replacing catalyst should also be considered. Also, water wash should be considered where stabilizer fouling has occurred due to the formation of ammonium chloride and iron salts. Ammonium chloride may form in pretreater exchangers and cause corrosion and fouling. Hydrogen chloride from the hydrogenation of chlorine compounds may form acid or ammonium chloride salt.
c. Health. Because this is a closed process, exposures are expected to be minimal under normal operating conditions. There is potential for exposure to hydrogen sulfide and benzene should a leak or release occur. Small emissions of carbon monoxide and hydrogen sulfide may occur during regeneration of catalyst. Safe work practices and/or appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat during testing, inspecting, maintenance and turnaround activities, and when handling regenerated or spent catalyst.

Helvetica Light is an easy to read font, with tall and narrow letters, that works well on almost every site.

I. CATALYTIC HYDROTREATING.
1. Description.
Catalytic hydrotreating is a hydrogenation process used to remove about 90% of contaminants such as nitrogen, sulfur, oxygen, and metals from liquid petroleum fractions. These contaminants, if not removed from the petroleum fractions as they travel through the refinery processing units, can have detrimental effects on the equipment, the catalysts, and the quality of the finished product. Typically, hydrotreating is done prior to processes such as catalytic reforming so that the catalyst is not contaminated by untreated feedstock. Hydrotreating is also used prior to catalytic cracking to reduce sulfur and improve product yields, and to upgrade middle-distillate petroleum fractions into finished kerosene, diesel fuel, and heating fuel oils. In addition, hydrotreating converts olefins and aromatics to saturated compounds.
2. Catalytic Hydrodesulfurization Process.
Hydrotreating for sulfur removal is called hydrodesulfurization. In a typical catalytic hydrodesulfurization unit, the feedstock is deaerated and mixed with hydrogen, preheated in a fired heater (600°-800° F) and then charged under pressure (up to 1,000 psi) through a fixed-bed catalytic reactor. In the reactor, the sulfur and nitrogen compounds in the feedstock are converted into H2S and NH3. The reaction products leave the reactor and after cooling to a low temperature enter a liquid/gas separator. The hydrogen-rich gas from the high-pressure separation is recycled to combine with the feedstock, and the low-pressure gas stream rich in H2S is sent to a gas treating unit where H2S is removed. The clean gas is then suitable as fuel for the refinery furnaces. The liquid stream is the product from hydrotreating and is normally sent to a stripping column for removal of H2S and other undesirable components. In cases where steam is used for stripping, the product is sent to a vacuum drier for removal of water. Hydrodesulfurized products are blended or used as catalytic reforming feedstock.
3. Other Hydrotreating Processes.
a. Hydrotreating processes differ depending upon the feedstock available and catalysts used. Hydrotreating can be used to improve the burning characteristics of distillates such as kerosene. Hydrotreatment of a kerosene fraction can convert aromatics into naphthenes, which are cleaner-burning compounds.
b. Lube-oil hydrotreating uses catalytic treatment of the oil with hydrogen to improve product quality. The objectives in mild lube hydrotreating include saturation of olefins and improvements in color, odor, and acid nature of the oil. Mild lube hydrotreating also may be used following solvent processing. Operating temperatures are usually below 600° F and operating pressures below 800 psi. Severe lube hydrotreating, at temperatures in the 600°-750° F range and hydrogen pressures up to 3,000 psi, is capable of saturating aromatic rings, along with sulfur and nitrogen removal, to impart specific properties not achieved at mild conditions.
c. Hydrotreating also can be employed to improve the quality of pyrolysis gasoline (pygas), a by-product from the manufacture of ethylene. Traditionally, the outlet for pygas has been motor gasoline blending, a suitable route in view of its high octane number. However, only small portions can be blended untreated owing to the unacceptable odor, color, and gum-forming tendencies of this material. The quality of pygas, which is high in diolefin content, can be satisfactorily improved by hydrotreating, whereby conversion of diolefins into mono-olefins provides an acceptable product for motor gas blending.

4. Health and Safety Considerations.
a. Fire Prevention and Protection. The potential exists for fire in the event of a leak or release of product or hydrogen gas.
b. Safety. Many processes require hydrogen generation to provide for a continuous supply. Because of the operating temperatures and presence of hydrogen, the hydrogen sulfide content of the feedstock must be strictly controlled to a minimum to reduce corrosion. Hydrogen chloride may form and condense as hydrochloric acid in the lower-temperature parts of the unit. Ammonium hydrosulfide may form in high-temperature, high-pressure units. Excessive contact time and/or temperature will create coking. Precautions need to be taken when unloading coked catalyst from the unit to prevent iron sulfide fires. The coked catalyst should be cooled to below 120° F before removal, or dumped into nitrogen-inerted bins where it can be cooled before further handling. Special antifoam additives may be used to prevent catalyst poisoning from silicone carryover in the coker feedstock.
c. Health. Because this is a closed process, exposures are expected to be minimal under normal operating conditions. There is a potential for exposure to hydrogen sulfide or hydrogen gas in the event of a release, or to ammonia should a sour-water leak or spill occur. Phenol also may be present if high boiling-point feedstocks are processed. Safe work practices and/or appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat; during process sampling, inspection, maintenance, and turnaround activities; and when handling amine or exposed to catalyst.
J. ISOMERIZATION.
1. Description.
a. Isomerization converts n-butane, n-pentane and n-hexane into their respective isoparaffins of substantially higher octane number. The straight-chain paraffins are converted to their branched-chain counterparts whose component atoms are the same but are arranged in a different geometric structure. Isomerization is important for the conversion of n-butane into isobutane, to provide additional feedstock for alkylation units, and the conversion of normal pentanes and hexanes into higher branched isomers for gasoline blending. Isomerization is similar to catalytic reforming in that the hydrocarbon molecules are rearranged, but unlike catalytic reforming, isomerization just converts normal paraffins to isoparaffins.
b. There are two distinct isomerization processes, butane (C4) and pentane/hexane (C5/C6). Butane isomerization produces feedstock for alkylation. Aluminum chloride catalyst plus hydrogen chloride are universally used for the low-temperature processes. Platinum or another metal catalyst is used for the higher-temperature processes. In a typical low-temperature process, the feed to the isomerization plant is n-butane or mixed butanes mixed with hydrogen (to inhibit olefin formation) and passed to the reactor at 230°-340° F and 200-300 psi. Hydrogen is flashed off in a high-pressure separator and the hydrogen chloride removed in a stripper column. The resultant butane mixture is sent to a fractionator (deisobutanizer) to separate n-butane from the isobutane product.
c. Pentane/hexane isomerization increases the octane number of the light gasoline components n-pentane and n-hexane, which are found in abundance in straight-run gasoline. In a typical C5/C6 isomerization process, dried and desulfurized feedstock is mixed with a small amount of organic chloride and recycled hydrogen, and then heated to reactor temperature. It is then passed over supported-metal catalyst in the first reactor where benzene and olefins are hydrogenated. The feed next goes to the isomerization reactor where the paraffins are catalytically isomerized to isoparaffins. The reactor effluent is then cooled and subsequently separated in the product separator into two streams: a liquid product (isomerate) and a recycle hydrogen-gas stream. The isomerate is washed (caustic and water), acid stripped, and stabilized before going to storage.


2. Safety and Health Considerations.
a. Fire Protection and Prevention. Although this is a closed process, the potential for a fire exists should a release or leak contact a source of ignition such as the heater.
b. Safety. If the feedstock is not completely dried and desulfurized, the potential exists for acid formation leading to catalyst poisoning and metal corrosion. Water or steam must not be allowed to enter areas where hydrogen chloride is present. Precautions are needed to prevent HCl from entering sewers and drains.
c. Health. Because this is a closed process, exposures are expected to be minimal during normal operating conditions. There is a potential for exposure to hydrogen gas, hydrochloric acid, and hydrogen chloride and to dust when solid catalyst is used. Safe work practices and/or appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as heat and noise, and during process sampling, inspection, maintenance, and turnaround activities.
K. POLYMERIZATION.
1. Description.
a. Polymerization in the petroleum industry is the process of converting light olefin gases including ethylene, propylene, and butylene into hydrocarbons of higher molecular weight and higher octane number that can be used as gasoline blending stocks. Polymerization combines two or more identical olefin molecules to form a single molecule with the same elements in the same proportions as the original molecules. Polymerization may be accomplished thermally or in the presence of a catalyst at lower temperatures.
b. The olefin feedstock is pretreated to remove sulfur and other undesirable compounds. In the catalytic process the feedstock is either passed over a solid phosphoric acid catalyst or comes in contact with liquid phosphoric acid, where an exothermic polymeric reaction occurs. This reaction requires cooling water and the injection of cold feedstock into the reactor to control temperatures between 300° and 450° F at pressures from 200 psi to 1,200 psi. The reaction products leaving the reactor are sent to stabilization and/or fractionator systems to separate saturated and unreacted gases from the polymer gasoline product.
NOTE: In the petroleum industry, polymerization is used to indicate the production of gasoline components, hence the term "polymer" gasoline. Furthermore, it is not essential that only one type of monomer be involved. If unlike olefin molecules are combined, the process is referred to as "copolymerization." Polymerization in the true sense of the word is normally prevented, and all attempts are made to terminate the reaction at the dimer or trimer (three monomers joined together) stage. However, in the petrochemical section of a refinery, polymerization, which results in the production of, for instance, polyethylene, is allowed to proceed until materials of the required high molecular weight have been produced.
2. Safety and Health Considerations.
a. Fire prevention and Protection. Polymerization is a closed process where the potential for a fire exists due to leaks or releases reaching a source of ignition.
b. Safety. The potential for an uncontrolled exothermic reaction exists should loss of cooling water occur. Severe corrosion leading to equipment failure will occur should water make contact with the phosphoric acid, such as during water washing at shutdowns. Corrosion may also occur in piping manifolds, reboilers, exchangers, and other locations where acid may settle out.
c. Health. Because this is a closed system, exposures are expected to be minimal under normal operating conditions. There is a potential for exposure to caustic wash (sodium hydroxide), to phosphoric acid used in the process or washed out during turnarounds, and to catalyst dust. Safe work practices and/or appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat, and during process sampling, inspection, maintenance, and turnaround activities.

L. UNSATURATED GAS PLANTS.
1. Description. Unsaturated (unsat) gas plants recover light hydrocarbons (C3 and C4 olefins) from wet gas streams from the FCC, TCC, and delayed coker overhead accumulators or fractionation receivers. In a typical unsat gas plant, the gases are compressed and treated with amine to remove hydrogen sulfide either before or after they are sent to a fractionating absorber where they are mixed into a concurrent flow of debutanized gasoline. The light fractions are separated by heat in a reboiler, the offgas is sent to a sponge absorber, and the bottoms are sent to a debutanizer. A portion of the debutanized hydrocarbon is recycled, with the balance sent to the splitter for separation. The overhead gases go to a depropanizer for use as alkylation unit feedstock.
2. Health and Safety Considerations.
a. Fire Prevention and Protection. The potential of a fire exists should spills, releases, or vapors reach a source of ignition.
b. Safety. In unsat gas plants handling FCC feedstock, the potential exists for corrosion from moist hydrogen sulfide and cyanides. When feedstocks are from the delayed coker or the TCC, corrosion from hydrogen sulfide and deposits in the high pressure sections of gas compressors from ammonium compounds is possible.
c. Health. Because these are closed processes, exposures are expected to be minimal under normal operating conditions. There is a potential for exposures to amine compounds such as monoethanolamine (MEA), diethanolamine (DEA) and methyldiethanolamine (MDEA) and hydrocarbons. Safe work practices and/or appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat, and during process sampling, inspection, maintenance, and turnaround activities.
M. AMINE PLANTS.
1. Description. Amine plants remove acid contaminants from sour gas and hydrocarbon streams. In amine plants, gas and liquid hydrocarbon streams containing carbon dioxide and/or hydrogen sulfide are charged to a gas absorption tower or liquid contactor where the acid contaminants are absorbed by counterflowing amine solutions (i.e., MEA, DEA, MDEA). The stripped gas or liquid is removed overhead, and the amine is sent to a regenerator. In the regenerator, the acidic components are stripped by heat and reboiling action and disposed of, and the amine is recycled.
2. Health and Safety Considerations.
a. Fire Protection and Prevention. The potential for fire exists where a spill or leak could reach a source of ignition. b. Safety. To minimize corrosion, proper operating practices should be established and regenerator bottom and reboiler temperatures controlled. Oxygen should be kept out of the system to prevent amine oxidation. c. Health. Because this is a closed process, exposures are expected to be minimal during normal operations. There is potential for exposure to amine compounds (i.e. monoethanolamine, diethanolamine, methyldiethanolamine), hydrogen sulfide and carbon dioxide. Safe work practices and/or appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat, and during process sampling, inspection, maintenance and turnaround activities.
N. SATURATE GAS PLANTS.
1. Description. Saturate (sat) gas plants separate refinery gas components including butanes for alkylation, pentanes for gasoline blending, LPG's for fuel, and ethane for petrochemicals. Because sat gas processes depend on the feedstock and product demand, each refinery uses different systems, usually absorption-fractionation or straight fractionation. In absorption-fractionation, gases and liquids from various refinery units are fed to an absorber-deethanizer where C2 and lighter fractions are separated from heavier fractions by lean oil absorption and removed for use as fuel gas or petrochemical feed. The heavier fractions are stripped and sent to a debutanizer, and the lean oil is recycled back to the absorber-deethanizer. C3/C4 is separated from pentanes in the debutanizer, scrubbed to remove hydrogen sulfide, and fed to a splitter where propane and butane are separated. In fractionation sat gas plants, the absorption stage is eliminated.
2. Health and Safety Considerations.
a. Fire Protection and Prevention. There is potential for fire if a leak or release reaches a source of ignition such as the unit reboiler. b. Safety. Corrosion could occur from the presence of hydrogen sulfide, carbon dioxide, and other compounds as a result of prior treating. Streams containing ammonia should be dried before processing. Antifouling additives may be used in absorption oil to protect heat exchangers. Corrosion inhibitors may be used to control corrosion in overhead systems.
c. Health. Because this is a closed process, exposures are expected to be minimal during normal operations. There is potential for exposure to hydrogen sulfide, carbon dioxide, and other products such as diethanolamine or sodium hydroxide carried over from prior treating. Safe work practices and/or appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat, and during process sampling, inspection, maintenance, and turnaround activities. O. ASPHALT PRODUCTION. 1. Description. a. Asphalt is a portion of the residual fraction that remains after primary distillation operations. It is further processed to impart characteristics required by its final use. In vacuum distillation, generally used to produce road-tar asphalt, the residual is heated to about 750° F and charged to a column where vacuum is applied to prevent cracking.
b. Asphalt for roofing materials is produced by air blowing. Residual is heated in a pipe still almost to its flash point and charged to a blowing tower where hot air is injected for a predetermined time. The dehydrogenization of the asphalt forms hydrogen sulfide, and the oxidation creates sulfur dioxide. Steam, used to blanket the top of the tower to entrain the various contaminants, is then passed through a scrubber to condense the hydrocarbons.
c. A third process used to produce asphalt is solvent deasphalting. In this extraction process, which uses propane (or hexane) as a solvent, heavy oil fractions are separated to produce heavy lubricating oil, catalytic cracking feedstock, and asphalt. Feedstock and liquid propane are pumped to an extraction tower at precisely controlled mixtures, temperatures (150°-250° F), and pressures of 350-600 psi. Separation occurs in a rotating disc contactor, based on differences in solubility. The products are then evaporated and steam stripped to recover the propane, which is recycled. Deasphalting also removes some sulfur and nitrogen compounds, metals, carbon residues, and paraffins from the feedstock.
2. Safety and Health Considerations.
a. Fire Protection and Prevention. The potential for a fire exists if a product leak or release contacts a source of ignition such as the process heater. Condensed steam from the various asphalt and deasphalting processes will contain trace amounts of hydrocarbons. Any disruption of the vacuum can result in the entry of atmospheric air and subsequent fire. In addition, raising the temperature of the vacuum tower bottom to improve efficiency can generate methane by thermal cracking. This can create vapors in asphalt storage tanks that are not detectable by flash testing but are high enough to be flammable.
b. Safety. Deasphalting requires exact temperature and pressure control. In addition, moisture, excess solvent, or a drop in operating temperature may cause foaming, which affects the product temperature control and may create an upset. c. Health. Because these are closed processes, exposures are expected to be minimal during normal operations. Should a spill or release occur, there is a potential for exposure to residuals and asphalt. Air blowing can create some polynuclear aromatics. Condensed steam from the air-blowing asphalt process may also contain contaminants. The potential for exposure to hydrogen sulfide and sulfur dioxide exists in the production of asphalt. Safe work practices and/or appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat, and during process sampling, inspection, maintenance, and turnaround activities.
P. HYDROGEN PRODUCTION.
1. Description.
a. High-purity hydrogen (95%-99%) is required for hydrodesulfurization, hydrogenation, hydrocracking, and petrochemical processes. Hydrogen, produced as a by-product of refinery processes (principally hydrogen recovery from catalytic reformer product gases), often is not enough to meet the total refinery requirements, necessitating the manufacturing of additional hydrogen or obtaining supply from external sources.
b. In steam-methane reforming, desulfurized gases are mixed with superheated steam (1,100°-1,600° F) and reformed in tubes containing a nickel base catalyst. The reformed gas, which consists of steam, hydrogen, carbon monoxide, and carbon dioxide, is cooled and passed through converters containing an iron catalyst where the carbon monoxide reacts with steam to form carbon dioxide and more hydrogen. The carbon dioxide is removed by amine washing. Any remaining carbon monoxide in the product stream is converted to methane.
c. Steam-naphtha reforming is a continuous process for the production of hydrogen from liquid hydrocarbons and is, in fact, similar to steam-methane reforming. A variety of naphthas in the gasoline boiling range may be employed, including fuel containing up to 35% aromatics. Following pretreatment to remove sulfur compounds, the feedstock is mixed with steam and taken to the reforming furnace (1,250°-1,500° F) where hydrogen is produced.
2. Health and Safety Considerations.
a. Fire Protection and Prevention. The possibility of fire exists should a leak or release occur and reach an ignition source.
b. Safety. The potential exists for burns from hot gases and superheated steam should a release occur. Inspections and testing should be considered where the possibility exists for valve failure due to contaminants in the hydrogen. Carryover from caustic scrubbers should be controlled to prevent corrosion in preheaters. Chlorides from the feedstock or steam system should be prevented from entering reformer tubes and contaminating the catalyst.
c. Health. Because these are closed processes, exposures are expected to be minimal during normal operating conditions. There is a potential for exposure to excess hydrogen, carbon monoxide, and/or carbon dioxide. Condensate can be contaminated by process materials such as caustics and amine compounds, with resultant exposures. Depending on the specific process used, safe work practices and/or appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat, and during process sampling, inspection, maintenance, and turnaround activities.
Q. BLENDING.
1. Description. Blending is the physical mixture of a number of different liquid hydrocarbons to produce a finished product with certain desired characteristics. Products can be blended in-line through a manifold system, or batch blended in tanks and vessels. In-line blending of gasoline, distillates, jet fuel, and kerosene is accomplished by injecting proportionate amounts of each component into the main stream where turbulence promotes thorough mixing. Additives including octane enhancers, metal deactivators, anti-oxidants, anti-knock agents, gum and rust inhibitors, detergents, etc. are added during and/or after blending to provide specific properties not inherent in hydrocarbons.
2. Health and Safety Considerations.
a. Fire Prevention and Protection. Ignition sources in the area need to be controlled in the event of a leak or release.
b. Health. Safe work practices and/or appropriate personal protective equipment may be needed for exposures to chemicals and other hazards such as noise and heat; when handling additives; and during inspection, maintenance, and turnaround activities.
R. LUBRICANT, WAX, AND GREASE MANUFACTURING PROCESSES.
1. Description. Lubricating oils and waxes are refined from the residual fractions of atmospheric and vacuum distillation. The primary objective of the various lubricating oil refinery processes is to remove asphalts, sulfonated aromatics, and paraffinic and isoparaffinic waxes from residual fractions. reduced crude from the vacuum unit is deasphalted and combined with straight-run lubricating oil feedstock, preheated, and solvent-extracted (usually with phenol or furfural) to produce raffinate.
2. Wax Manufacturing Process. Raffinate from the extraction unit contains a considerable amount of wax that must be removed by solvent extraction and crystallization. The raffinate is mixed with a solvent (propane) and precooled in heat exchangers. The crystallization temperature is attained by the evaporation of propane in the chiller and filter feed tanks. The wax is continuously removed by filters and cold solvent-washed to recover retained oil. The solvent is recovered from the oil by flashing and steam stripping. The wax is then heated with hot solvent, chilled, filtered, and given a final wash to remove all oil.
3. Lubricating Oil Process. The dewaxed raffinate is blended with other distillate fractions and further treated for viscosity index, color, stability, carbon residue, sulfur, additive response, and oxidation stability in extremely selective extraction processes using solvents (furfural, phenol, etc.). In a typical phenol unit, the raffinate is mixed with phenol in the treating section at temperatures below 400° F. Phenol is then separated from the treated oil and recycled. The treated lube-oil base stocks are then mixed and/or compounded with additives to meet the required physical and chemical characteristics of motor oils, industrial lubricants, and metal working oils.
4. Grease Compounding. Grease is made by blending metallic soaps (salts of long-chained fatty acids) and additives into a lubricating oil medium at temperatures of 400°-600° F. Grease may be either batch-produced or continuously compounded. The characteristics of the grease depend to a great extent on the metallic element (calcium, sodium, aluminum, lithium, etc.) in the soap and the additives used.
5. Safety and Health Considerations.
a. Fire Protection and Prevention. The potential for fire exists if a product or vapor leak or release in the lube blending and wax processing areas reaches a source of ignition. Storage of finished products, both bulk and packaged, should be in accordance with recognized practices. While the potential for fire is reduced in lube oil blending, care must be taken when making metal-working oils and compounding greases due to the use of higher blending and compounding temperatures and lower flash point products.
b. Safety. Control of treater temperature is important as phenol can cause corrosion above 400° F. Batch and in-line blending operations require strict controls to maintain desired product quality. Spills should be cleaned and leaks repaired to avoid slips and falls. Additives in drums and bags need to be handled properly to avoid strain. Wax can clog sewer or oil drainage systems and interfere with wastewater treatment.
c. Health. When blending, sampling, and compounding, personal protection from steam, dusts, mists, vapors, metallic salts, and other additives is appropriate. Skin contact with any formulated grease or lubricant should be avoided. Safe work practices and/or appropriate personal protection may be needed for exposures to chemicals and other hazards such as noise and heat; during inspection, maintenance, and turnaround activities; and while sampling and handling hydrocarbons and chemicals during the production of lubricating oil and wax. Previous | More about oil refining.